The term “pressure sensitive” (when applied to labels) means the label has an adhesive that will adhere to a surface when downward pressure is applied. This type of label is also known as “self-adhesive”. I won’t be discussing C1S paper labels using water based glue (think Campbell’s soup can).
The majority of pressure sensitive (PS) labels utilize the following construction:
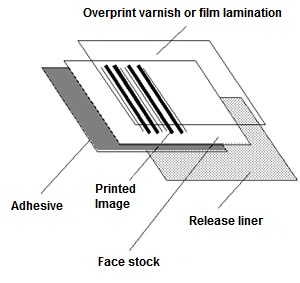
An over print varnish (OPV) or film lamination is used to protect the printed surface of the face stock and increase the label’s lifespan. OPV is traditionally a UV liquid applied in-line during the printing process. OPV can also be applied off-line depending on the selected production process. OPV patterns can also be applied via the silk screen printing process (although more expensive) and provide a unique textural feel to the label.
Overall film laminations can be applied to the printed surface of the face stock to further increase the life span of label or protect the face stock from high wear environments. An example might be an outdoor safety label exposed to the elements, a team label for football helmets, or a label used in long term POP retail displays. Film lamination is more expensive than UV top coating, but you have more choices for surface, thickness and substrate selection.
The face stock is the “backbone” of the label. It’s the material you see after the label has been applied. There is a huge selection of face stocks available; however the most common are coated paper, vinyl, polypropylene and polyester. Face stocks are also available as an uncoated substrate mostly for wine bottle and retail food products. The face stock that is removed during the manufacturing process (leaving just the printed label) is called the matrix. The matrix is almost always removed for labels destined to be applied using high speed automatic equipment. Below is an image of the matrix being removed from the roll:

The underside of the face stock is the adhesive (pressure sensitive adhesive, PSA). There are approximately 10 common types of adhesives used for PSA’s; although not all PSA’s are available on all substrates. Adhesive performance ranges from permanent, hi-tack permanent, removable, to re-positionable. Their chemical content ranges from rubber, acrylic to silicone. Specialty usage can be all-temperature, cold-temperature, and even an ultra-adhesive for low surface energy plastics. The usage, the face stock and the adherent all play a factor in determining the optimum adhesive for the application.
The liner (backing) acts as the carrier for the die cut label. The liner has a coating which allows the liner to cleanly release (aka “release liner”) from the face stock. This coating is most commonly silicone. Types of liners include SCK (super calendared kraft), PK (poly-coated kraft), LF (lay flat), PET (polyester) and BG (bleached glassine).
SCK: low cost, general all around liner for paper materials. Poor lay flat and moderate particulate levels.
PK: improved die cutting, handles deep die cutting better than SCK. Slightly lower particulate levels. Does not sheet well.
LF: excellent stability and resistance to curling. Best for sheeted label applications.
PET: durable and good for high speed die-cutting. Poor sheeting. Very low particulate levels (think clean room and pharmaceutical usage). Higher cost than SCK or PK.
BG: low cost, low to medium speed dispensing. Poor sheeting characteristics.
Delivery: Labels are generally die cut using a low-cost magnetic die, a steel die or a router based cutter for short-run digital labels. Your label manufacturer stocks a large variety of common shaped/sized “tooling” for producing labels. A magnetic cutting die is pictured below:

Not all substrates can be cut using inexpensive magnetic dies, and in those cases a more expensive steel die is required. As the run length increases (or the possibility of a reprint increases), a steel die investment becomes a conversation you need to have with your supplier. A steel die is pictured below:

If your label has any size flexibility, you would be wise to consult with your label supplier to determine whether a very small size change can affect or eliminate the tooling cost of the die.
Most labels are produced on rolls and applied using automatic affixing equipment. This is the most cost effective way to manufacture your label and almost all label printers use a roll-to-roll printing press for this type of production. If you are using automated equipment to apply your labels to the product you’ll want to specify the printed image orientation on the roll.

Above is a typical label position chart that shows how your label might be applied onto the finished product. You can see if you select the wrong position, your label may not be applied properly and the warehouse will not be happy campers.
For projects requiring labels to be sheeted, a “sheeter” tool is required. For shorter run labels, fitting the label to a larger sheeter tool will increase your material cost but eliminate the tooling cost. As the run length increases, an optimum sized sheeter tool becomes more cost effective and reduces your materials cost.
Labels printed on vinyl (PVC) are water proof, widely available, inexpensive and adhere well to unusual shapes. Unfortunately PVC is not recyclable and the chlorine component contributes to ozone depletion. The better alternative is polypropylene (PP). PP is recyclable, prints sharper than vinyl, and is cost effective against vinyl. The PP thickness choices and availability are still catching up to the more popular vinyl, but if you are looking to reduce your PVC usage in your supply chain, you should be considering PP.



























